Diktat Kuliah Praktek Bengkel Mebel FSRD ITB, Oleh: Deny Willy Junaidy
Referensi :
Junaidy, D. W. (2005). Pengantar Praktek Bengkel (DI-31A4). Penerbit ITB
1. PERENCANAAN PRODUKSI DALAM INDUSTRI FURNITUR
1.1 Jalur Produksi (Production Run)
Perancangan atau desain dari imajinasi hingga realitas melewati beberapa proses yakni : searching, planning, inventing dan constructing. Perancangan menjadi sebuah proses selektif terhadap kelemahan serta kekurangan dalam proses produksi. Beragam problematika dalam proses produksi menuntut reflek dan fleksibilitas untuk dapat menentukan prosedur kerja /produksi yang lebih efisien serta efektif.
Mata rantai kerja produksi khususnya di furniture workshop, secara berurutan adalah desain, produksi, intermediasi, promosi & marketing. Mata rantai produksi di workshop merupakan tahapan yang sangat kritis, karena menyangkut modal kerja dalam bentuk upah, bahan baku serta operasi mesin.
Secara ideal pada industri furnitur dalam skala besar, rangkaian proses produksi tersusun dalam bentuk struktur organisasi korporat yang sistematik seperti Bagan dibawah ini, dan khusus line production session seperti terlihat pada Management Level III.
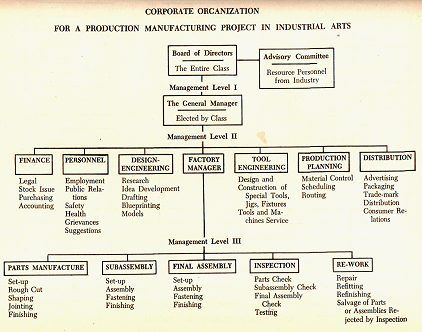

Untuk menekan resiko kerugian atau kesalahan teknik produksi dalam bengkel/industri manufaktur furnitur maka laiknya disiapkan satu Departemen yang khusus meneliti dan mengembangkan produk baru yang akan diproduksi. Lazimnya disebut dengan Departemen Research & Development (R&D) yang diperkuat dengan Divisi Desain, Divisi Tooling/Sample Making didalam departemen tersebut, Departemen ini fokus menemukan teknik produksi yang paling ideal dengan prioritas efisiensi biaya dan bahan.










Proses produksi disusun atas :
Parts Manufacture,
Persiapan bahan dan peralatan dengan menggunakan Jig dan Fixtures yang telah lebih dahulu dipersiapkan oleh divisi lain seperti Tooling Division Selanjutnya pemotongan menjadi bagian-bagian dasar. Dilanjutkan dengan Pembentukkan (shaping), pembuatan sambungan (jointing) hingga finishing komponen dasar tersebut.



Sub Assembly,
Set-up, perangkaian antar komponen (assembly), pengencangan (fastening), pemolesan atau penyelarasan (finishing)



Final Assembly,
Set-up, perangkaian antar komponen (assembly), pengencangan (fastening), pemolesan atau penyelarasan (finishing)



Inspection,
Uji kualitas (checking & Testing) melalui kontrol standar bentuk, dimensi, finishing, feedback dari pekerja maupun operator



Re-work.
Perbaikan (repairing), pengepasan (refitting), finishing ulang, atau reject




1.2 Mutu Kerja
a. Durabilitas, teknik pertukangan (workmanship) yang baik dan teliti hingga mampu menghasilkan mutu kuat awet yang dapat diandalkan dari segi material, konstruksi, finishing.

b. Ekonomis, mempertimbangkan penghematan bahan dan upah tukang, yakni melalui minimalisasi penggunaan bahan terbuang, serta pola kerja yang praktis.


c. Material, menentukan bahan
yang pantas dan tepat berdasar fungsi dan makna desain.


d. Konstruksi, merancang sistem konstruksi yang sederhana, praktis dan logis, sehingga dapat dilaksanakan dengan mudah, baik secara manual maupun masinal.


e. Standar Keselamatan Kerja, secara teoritis proses/teknik produksi barang yang baik mensyaratkan konsistensi dalam beberapa hal, yakni :
Keselamatan dan kesehatan, adalah
pertimbangan terhadap penggunaan peralatan pelindung wajah dan tubuh, penggunaan bahan, serta memastikan kecermatan dan kebersihan kerja guna menghindari cidera maupun efek kesehatan bagi konsumen melalui ketidakrapihan wujud produk. Beberapa hal diatas sangat tegas diatur dalam regulasi standar kerja Eropa (DIN atau EU Norms).


1.3. Perkembangan Teknologi Workmanship
Furnitur menempati posisi kedua setelah fashion sebagai produk trendy yang sangat cepat perubahannya karena permintaan pasar. Setiap tahun negeri skandinavia menyelenggarakan pameran produk dan insustri kayu dan furnitur yang selalu diminati oleh kaum industrialis maupun masyarakat eropa umumnya. Produk-produk mutakhir selalu dipamerkan mulai dari sambungan (joinery), bahan furnitur, bahan finishing, furnitur-furnitur terbaik, hands-tool, sampai mesin-mesin berat yang pendukung produksi furnitur dan perkayuan.
Hal ini menjadi indikasi derasnya perkembangan dunia tentang industri furnitur beserta seluruh komponen pendukungnya. Segala sesuatu yang dikembangkan tidak sekedar menjadi produk yang memenuhi tuntutan estetika, namun mengimbangi isu-isu popular yang tengah berkembang seperti bahan-bahan kimia ramah lingkungan, segmentasi usia, material baru, dll. Hal ini juga menjelaskan demikian banyaknya pembaharuan-pembaharuan yang telah terjadi.
2. MATERIAL FURNITUR
2.1 Kayu
Di seluruh dunia terdapat 43.000 spesies jenis tumbuhan kayu yang telah teridentifikasi, 30.000 diantaranya diproduksi menjadi berbagai macam jenis bahan, dan 10.000 yang dieksploitasi secara komersial. Namun hanya beberapa spesies yang khusus dikonsumsi untuk pekerjaan interior, furnitur, dan kerajinan karena alasan ketersediaan, karakter dan nilai komersial.
Klasifikasi Kayu
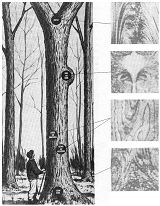
Setiap jenis pohon merupakan exogen, yang artinya menghasilkan serat kayu melalui lapisan umur kayu tahunan (annual ring). Lapisan umur kayu tersebut berada dibalik kulit luar kayu (bark), membentuk struktur kerucut tipikal. Melalui potongan atau irisan batang kayu dengan beberapa garis-garis didalamnya yang banyak memberikan informasi tentang karakter kayu. Klasifikasi kayu dibagi menjadi Jenis Kayu Kuat, Kayu Lunak, dan dapat ditambahkan dengan jenis rerumputan raksasa seperti bambu, palem, dls.
Kayu Kuat (Hardwoods)
Merupakan klasifikasi kayu yang dilihat berdasarkan kekuatannya yang mempengaruhi proses produksi, durabilitas, dan nilai komersil. Kayu kelas kuat biasanya ditandai dengan warna yang cenderung gelap, urat kayu (grain) yang jelas, serta garis tahun (annual ring) yang cenderung lebar. Contohnya, kayu jati, sonokeling, African Ebony, dls.
Kayu Lunak (Softwoods)
Merupakan klasifikasi kayu ditinjau berdasarkan tingkat lunaknya dan kelas awetnya, biasa ditandai dengan warna yang cenderung terang dan serat yang rapat. Beberapa contohnya adalah kayu albasiah, ramin, sungkai, dls.
Berikut ini adalah anatomi lapisan pohon teriris horizontal :
-
Selimut/Kulit luar (bark), melindungi bagian dalam kayu dari gangguan alam (kimiawi, fisikal).
-
Kulit dalam (bast), berfungsi sebagai penyalur makanan
-
Kambium
-
Daging kayu (sapwood), setiap bagian tengah yang diapit 2 garis tahun (annual ring) mengalirkan air ke dahan untuk proses fotosintesis
-
Jantung kayu (heartwood), ditandai dengan perbedaan warna yang lebih gelap merupakan tulang tengah pohon.
-
Inti / mata kayu (pith)


Secara umum masa tebang pohon dapat dilakukan kapan saja, namun baik pula mempertimbangkan pemotongan pada musim panas yang dapat menyebabkan pengeringan kelembaban pohon secara drastis.
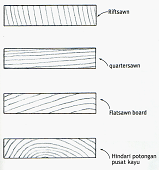
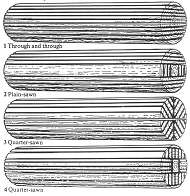
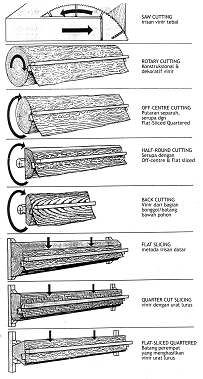
Metode Potong
Kayu Jati, Kayu Mahoni, Kayu Sungkai, Kayu Ramin, Kayu Nyatoh, Kayu Sonokeling, Kayu Pinus, Kayu Karet, Kayu Kamper (lokal : kayu yang tersedia untuk digunakan sebagai bahan dasar mebel). Bahan-bahan ini disediakan dalam bentuk logs atau gelondongan atau dengan pesanan (melalui saw mills/ penggergajian) dalam bentuk balok atau papan. Beberapa metode pemotongan adalah sbb :
-
Irisan lurus/potongan tangensial (plain-sawn), merupakan pemotongan secara lurus horizontal/vertical
-
Irisan perempat/potongan radial (quarter-sawn), merupakan pemotongan dengan membagi seluruh lingkar pohon menjadi 4 bagian per 45 derajat.
- Irisan lurus (billet-sawn), merupakan irisan seperti plain-sawn namun dibagi dua pada bagian tengah.
-




Sisa bagian kulit kayu yang terpotong juga tetap mempunyai nilai komersil, baik diproduksi untuk partikel/chip board juga dijual secara satuan dengan harga yang lebih murah. Sisa bagian kulit luar (bark) menyisakan sedikit lapisan daging kayu yang lazim disebut dengan bahbir dan biasa digunakan untuk kriya kerajinan berukuran kecil.



A. Sifat-sifat fisik kayu
Berat Jenis kayu :
makin berat makin kuat kayunya. Perhatikan rongga sel yang membentuk pori-pori, untuk menentukan berat/kuat atau ringan/kurang kuatnya kayu.
Keawetan kayu :
Ketahanan kayu terhadap serangan dari unsur perusak kayu dari luar seperti : jamur, rayap, bubuk, cacing laut dan serangga lainnya (ukuran : tahunan) Semakin keras semakin tahan terhadap serangan dari unsur-unsur tersebut di atas. Contoh : Kayu Jati memiliki tectoquinon, kayu Ulin memiliki Silica dll., sehingga kayu-kayu ini awet secara alami. Zat-zat seperti ini mencegah serangan serangga tersebut.
Warna kayu :
warna cenderung putih (K.Kungkai), kuning (K.Ramin, K.Pinus), putih dan kemerah-merahan (K.Mahoni), hitam-ungu (K.Sonokeling), coklat (K.Jati, K.Nyatoh, K.Kamper) Warna yang ada pada kayu ditentukan oleh : struktur anatomi kayu, umur kayu, kekeringan kayu. Warna pada kayu pada umumnya adalah campuran dari beberapa jenis warna.
Higroskopik :
menyerap dan melepasnya air atau kelembaban dari kayu, yang mengakibatkan kembang atau susutnya kayu
Tekstur :
halus (k.ramin),
sedang (k.Jati),
kasar (k.Kamper).
Kualitas estetis serat :
berpadu, serat berselang-seling (k.renghas,k. kapur),
berombak (k.merbau),
berpilin (k.damar,k. bintangur)
Berat kayu :
sangat berat (k.balau),
berat(k.Jati),
agak berat(k.sungkai),
ringan (k.balsa, k. pinus)
Kekerasan :
Sangat keras (k.Balau/Bengkirai/Ulin),
keras (k.Jati/Sonokeling),
sedang (k.Mahoni),
lunak (k.Balsa/pinus)
Kesan raba :
kasar, halus, licin, dingin dsb. Hal ini tergantung dari tekstur, kadar air dan zat ekstraktif di dalam kayu.
Contoh : k.Jati agak berlemak kalau diraba.
Bau dan rasa :
kesan ini erat hubungannya dengan kesan raba.
Bau keasam-asaman pada k.Ulin,
bau zat penyamak pada k.Jati dll.
Nilai dekoratif :
kualitas serta, warna dan tekstur dalam kesatuan pola tertentu.
Contoh : k. Sonokeling, Sonokembang, Renghas, Eboni, Jati, Pinus, Sungkai
B. Sifat Mekanik Kayu
Keteguhan tarik :
kekuatan tarik terbesar ialah sejajar arah serat.
Keteguhan tekan/ kompresi :
keteguhan tekan tegak lurus arah serat kayu lebih kecil daripada keteguhan tekan sejajar arah serat kayu.
Sifat-sifat mekanik lain seperti :
keteguhan geser, lengkung, kekakuan, keuletan, kekerasan dan keteguhan belah yang lebih sesuai dipertimbangkan untuk kebutuhan bangunan dan keperluan khusus lainnya.
C. Sifat-sifat Kimia Kayu
Pengenalan sifat kimia dari kayu diperlukan untuk mengetahui ketahanan kayu terhadap serangan dari serangga perusak kayu. Pada umumnya kayu dari pohon berdaun lebar terdiri dari zat kimia sbb. :
– Karbohidrat (selulosa dan hemiselulosa), Non-karbohidrat (lignin) dan unsur kayu yang diendapkan selama proses pertumbuhan atau zat ekstraktif.


Kelembaban Relatif
Tiap jenis kayu apapun memiliki kelembaban relatif yang tetap diperlukan oleh kayu tersebut. Ambang batas normal kelembaban kayu biasa berbeda-beda bila mengacu peraturan Departemen Kehutanan, di negara eropa terdapat standar dengan klasifikasi berdasarkan penggunaan kayu pada bangunan, contohnya untuk kategori interior ruang tamu, ruang tidur, kantor dan juga eksterior. Namun umumnya untuk bahan interior berkisar 10 s/d 14 per cent (+/- 6 s/d 9 liter per M3). Pengukuran terhadap kadar kelembaban kayu menggunakan alat hygrometer.
Metode Pengeringan Kayu
-
Pengeringan alami (air drying)
Metode pengeringan dengan cara menumpuk (stacking) kayu dan membiarkan kelembabannya menguap selama beberapa minggu.


-
Pengeringan buatan (kiln drying)
Metode yang serupa dengan cara menumpuk namun dibantu pengeringannya menggunakan udara panas yang dilairkan antar rongga tumpukan kayu.
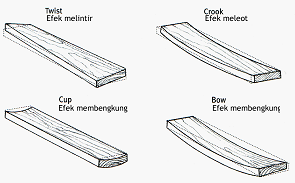
Penciutan dan Pemuaian
Bagaimanapun baiknya jenis kayu siap pakai apapun secara alamiah ia terikat terhadap sifat fisik dan kimiawinya terhadap alam. Sehingga sebaik apapun jenis kayu tersebut maka perubahan dan ketidaksesuaian akan terjadi dalam proses pengerjaan kayu, manusia hanya dapat memperkecilnya bukan menghindari sama sekali. Beberapa faktor yang mempengaruhinya adalah : Jenis kayu, metoda potong, perbedaan iklim, kelembaban.

Karakterisitik kayu
Sebagai perencana interior selain dituntut kecermatan teknis juga kemampuannya dalam membaca estetika yang tepat terutama dalam hal pemilihan bahan. Begitupula kecermatan kita dalam dalam mengenal beberapa karakteristik kayu sebagai berikut :
-
Urat kayu (grain), ia dapat meningkatkan kualitas atau menentukan citra dan kelas pengguna (form follows mean).
-
Tekstur, ragam jenis tekstur juga sangat berpengaruh terhadap kerapihan, keindahan proses finishing
-
Figur, variasi atas warna-warna alami kayu, kekhasan, keunikan atau motif alamiah tertentu,ketidakseragaman garis tahun yang memiliki keunikan masing-masing
-
Serap Warna, faktor serap warna yang sangat berbeda dari tiap jenis kayu sehingga dapat merubah penampilan.
-
Wewangian (odour), wangi yang dihasilkan dan dampaknya juga menjadi pertimbangan desain.
-
Durabilitas, mutu kuat kayu yang dilihat dari kelas awet, jenis dan harga perlu dipertimbangkan oleh para perencana.
-
Daya tahan terhadap api, pertimbangan jenis kayu dan komposisi kimiawinya yang resisten terhadap api.
Cacat pada kayu (defects)
Cacat pada kayu dapat dibagi menjadi dua, yakni cacat alam yang terjadi karena proses alamiah dan fitrah kayu tersebut. Yang lainnya adalah cacat buatan yang terjadi karena kelalaian atau ketidaksempurnaan dalam pemrosesannya.
Penyakit pada kayu
Kayu merupakan makanan utama serangga, pencegahannya dapat dilakukan pada saat kayu masih sebagai bahan mentah/siap pakai (raw-material) maupun setelah menjadi produk. Proses perlindungannya dapat menggunakan penyemprotan cairan kimia anti serangga atau melapisinya. Dampak serangan serangga menimbulkan efek yang bermacam-macam, seperti jamur, debu dan lubang-lubangyang ditinggalkannya, namun yang paling dikhawatirkan adalah keropos pada kayu.
Keuntungan kayu solid :
-
Sambungan lebih mudah dibentuk
-
Mudah diukir
-
Tidak perlu cover untuk menutupi bagian tepi (edging)
-
Sekrup dan paku lebih kencang
-
Permukaan yang baik untuk finishing (natural)
2.2 Vinir
Vinir merupakan lembaran tipis hasil pengulitan kayu dengan metode tertentu sehingga menghasilkan lembaran kayu dengan ketebalan 0.1 mm sampai 3mm yang dimanfaatkan untuk melapisi produk-produk furnitur. Vinir telah dipergunakan oleh bangsa mesir sejak 4000 tahun yang lalu dan masih sama penggunaannya hingga kini.


Tidak semua jenis kayu dapat diperoleh vinir-nya di pasaran. Bahan kayu yang biasanya dibuat untuk vinir standar adalah kayu dengan kelas awet dan kuat sekitar II-IV, bila dikupas tidak pecah, seperti :Meranti, Keruing, Aghatis, Kapur, Kempas, Merawan, Mangir. Sedangkan untuk vinir dekoratif digunakan kayu-kayu sbb : Jati, Sungkai, Pinus, Ramin, Sonokeling, Ebony, Sonokembang, Renghas.
Dari satu bagian utuh sebuah pohon, pola uratnya dapat beragam, misalnya bagian bawah (butt veneer), batang bohon (trunk veneer), serta dahan. Ukuran yang sering ditemui dipasaran berkisar lebar 2 cm s/d 20 cm dengan panjang bebas. Hingga saat ini jenisnya telah berkembang menjadi vinir-vinir dekoratif seperti vinir berwarna, dls.


2.3. Papan Manufaktur
Papan manufaktur merupakan produk fabrikasi industri material interior dan arsitektur yang paling diminati saat ini karena efisiensi dan praktis dalam penggunaannya, sehingga kemudian berkembang menjadi beragam jenis seperti dibawah ini :
-
Kayu lapis (plywood)
Kayu papan yang dibuat dari beberapa lapisan veneer (yaitu lembaran kayu tipis (0.24-6mm) yang dihasilkan dari pengupasan/penyayatan kayu tertentu) yang ditumpuk satu sama lain secara bersilangan. Maksud dan tujuan pembuatan jenis papan ini adalah untuk :
-
menghemat penggunaan kayu,
-
mendapatkan papan yang lebar/besar,
-
memanfaatkan jenis kayu bernilai rendah,
-
menambah kekuatan dan mutu kayu dengan memperindah unsur dekoratif lapisan permukaan kayu.
Variasi ketebalan multipleks adalah :
24, 22, 20, 18, 15, 12, 9, 6, 4, 3, 2 mm (lokal sebagian)
Contohnya adalah : tripleks, multipleks, block board, laminboard.
Kayu lapis (plywood) memiliki klasifikasi sbb :
-
Custom grades, yang dipilih berdasarkan keindahan warna dan uratnya.
Contohnya adalah Decorative-faced tripleks 3mm : Teak plywood, Ramin plywood, Sungkai plywood, Rose plywood, Red Oak plywood, Melamin plywood dll.
-
Good grades, mutunya kurang dari custom, cukup layak untuk finishing natural melamic
-
Sound & Utilities grades, memiliki mutu rendah biasanya digunakan untuk pekerjaan struktur, atau dapat pula dilapis oleh finishing duco
-
Backing grades, mutu paling rendah yang dimanfaartkan untuk pekerjaan struktur yang tidak terlihat.





-
Particle board / chipboards
Merupakan papan manufaktur fabrikasi dengan komposisi serbuk / ampas kayu yang direkatkan dengan lem resin hingga menjadi lembaran-lembaran rigid. Cukup stabil karena meniadakan sifat-sifat fisik kayu melalui proses penguraian kayu menjadi serbuk. Namun kurang baik menerima serapan cairan finishing, karena tingkat serapnya yang tinggi.
Contoh pengembangannya : papan ampas tebu (ukuran sama dengan multipleks lokal), papan serat atau debu kelapa, Coco fibre dan CocoDust
-
Fibre Boards
Merupakan komposisi dari kayu yang diurai menjadi serat dan di-press dengan temperatur tinggi serta dengan laminasi khusus, contohnya :
Medium board :
High Density Fibreboard (HDF), Low Density Fibreboard (LDF), Medium Density Fibreboard (MDF), Wood-veneered MDF (Oak dll)
Hardboard :
standard board, tempered hardboard, embosed hardboard, decorative-faced hardboard, perforated hardboard (import).
Bahan-bahan ini biasanya tersedia dalam ukuran panjang 244 cm, Lebar 122 cm, kecuali untuk keperluan khusus seperti daun pintu rumah, ukuran bahan yang tersedia 200cm x 90cm
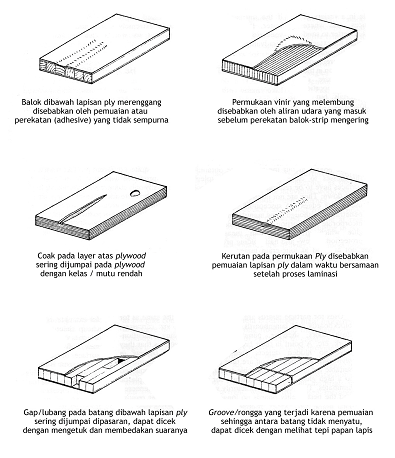
Cacat pada kayu lapis
Umumnya disebabkan oleh proses pressing atau perekatan yang tidak sempurna baik Karena faktor kelalaian ataupun kesengajaan.

Keuntungan papan manufaktur
-
Rigiditas
-
Ketersediaan dalam ukuran besar
-
Variasi ketebalan (modul)
-
Ekonomis
-
Metode bending lebih mudah
2.4 Plastik Laminasi
Industri material saat ini telah menyediakan beragam bahan pelapis dekoratif yang sangat membantu meningkatkan mutu kerja desainer interior. Salah satunya produk fabrikasi plastic laminate, yang dihasilkan menjadi beragam jenis seperti Polyvinyl Acetate (PVA, Phenol Formaldehyde (PF), Melamine Formaldehyde (MF). Diproduksi melalui sebuah metode High Pressure Laminate (HPL) beberapa jenis tersebut umum dikonsumsi dengan nama pasar seperti Formica, Tacon, dls

3. ALAT & MESIN PERKAYUAN
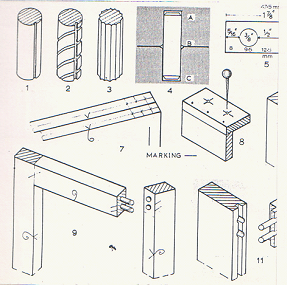
3.1 Alat Manual (Handtools)
Syarat awal dalam proses pekerjaan kayu (woodworking) adalah memastikan kelengkapan peralatan pendukung kepresisian yang memenuhi prinsip ketepatan dan keterukuran, atas dasar ketiga hal dibawah ini :
-
sebagai alat penanda (marking tool),
-
sebagai alat ukur (measuring tool),
-
sebagai alat penguji (testing tool).
Beberapa peralatan tersebut sudah kita kenal sehari-hari dan secara luas digunakan, namun bentuk dan variasinya dapat berbeda-beda ditiap negara walau fungsi dan kegunaannya sama. Peralatan pendukung akan memastikan ketelitian proses kerja antara gambar kerja (shop drawing) hingga produk nyata.
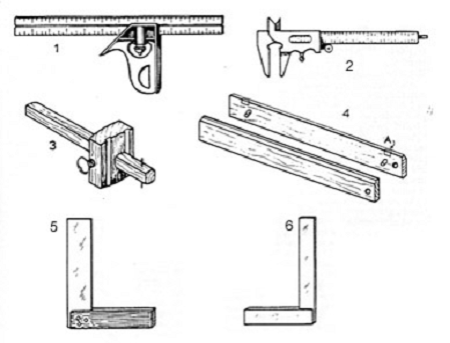



Mistar, Sieghmat (Vernier caliper gauge), Besi siku (try-square), Bor, Palu, Obeng, Penjepit (Cramp) merupakan peralatan sederhana yang membutuhkan kemahiran pula dalam menggunakan serta memilih tipenya berdasarkan tujuan bentuk maupun bahan yang akan digunakan. Peralatan pendukung tersebut merupakan alat untuk menyempurnakan sambungan, mengecek mutu bahan terhadap rupa, kontur dan kecukupan dimensi.


Selanjutnya, Peralatan dasar secara manual dalam pekerjaan kayu khususnya desain mebel terbagi menjadi tiga yakni :
-
Alat potong (Sawing)
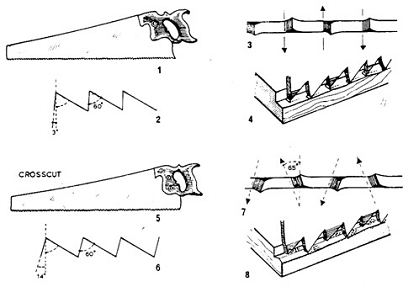
Gergaji Tangan (Hand Saw)terdapat berbagai macam jenis ukuran dan variasi handle, dan mata gergaji. Ukuran dan modelnya tidak jarang dimodifikasi oleh tukang sehingga nyaman dipakai dan bahkan terbentuk dgn sendirinya karena proses selama bertahun-tahun. Dua jenis handle yang sering digunakan adalah kayu dan plastik, model plastik fabrikasi biasanya dapat pula digunakan sebagai mistar siku 45o/90o. Sedangkan mata gergaji, bila mata gergaji pendek, seragam dan rapat maka berfungsi sebagai gergaji potong (crosscut saw), dan bila mata gergaji besar kecil, serta bersiku besar maka berfungsi sebagai gergaji belah (rip saw).
Dalam membelah ataupun memotong perlu pula diketahui jenis material/bahannya untuk menjaga kerapihan. Jenis lainnya adalah gergaji lengkung biasanya untuk panel seperti tripleks (Cop saw), gergaji panel seperi MDF menggunakan gergaji panel (Panel saw), dan yang khusus seperti Gergaji adumanis (mitre saw), ekor burung (dovetail saw), dls. Inti dari beragam alat potong tersebut menjaga agar potongan gergaji lurus, tipis, siku dan kontinu.







Alat pembentuk (Forming)
-
Mesin Serut (Jack Plane), digunakan untuk memperhalus siku, lengkung, dan kontur profil. Variasinya sangat banyak sekali, tapi terbagi atas 3 yakni:
-
Mesin Serut Kasar (Block Plane) untuk mengambil serat kayu dan permukaan yang masih kasar, biasanya mata pisau berukuran lebar dan tebal, serta pengaturan mata pisau yang turun tinggi. Selanjutnya adalah Mesin Serut Halus untuk menghaluskan setelah diserut kasar, dengan mata pisau yang lebih tipis dan tajam serta pengaturan mata pisau lebih turun rendah.
-
Mesin Serut Sekonengan (Rebate Plane) untuk membuat sekonengan, celah seperti pada rangka pintu dan jendela, dapat pula untuk beberapa tahap penyerutan menghasilkan profil.
-
Mesin Serut Khusus (Combination/Specialized Plane) untuk menghasilkan profil, atau groove dengan bentuk lengkung atau kurva keliling yang fungsinya menyerupai Mesin Jig saw.
Inti dari proses penyerutan adalah menghasilkan permukaan kayu yang halus, dan membuang kotoran serta cacad yang terdapat pada kayu, sehingga pemilihan mata serut yang tajam dan pengaturannya ketinggian mata pisau sangat penting untuk menghindari cacat gelombang serut/tatal (ripple) yang justeru tercipta karena pisau tumpul dan pasangan mata pisau yang miring, dll.


Pahat Tatah (Chisel & Gouge), selain umum digunakan untuk mengukir kayu digunakan pula untuk membuat lubang dan pasangan sambungan seperti sambungan lidah (lap joint), sambungan purus (mortise dan tenon joint). Utamanya, teknik memukul pahat dan derajat kemiringan pahat merupakan keahlian khusus yang sangat membutuhkan waktu dan pengalaman.




-
Alat Penyelesaian (Smoothing/Finishing)
Hampelas bukanlah sebuah alat, walau secara manual dalam proses penghalusan hampelas hanya sebagai bahan namun pada proses masinal ia menjadi mesin penghalus.
Kuas, merupakan alat sederhana yang dapat ditukargunakan penggunaannya dengan busa (sponge) ataupun kain lap. Kelebihan dari kuas adalah rambut kuas mampu mencapai rongga-rongga kayu lebih masuk ke dalam finishing tanpa proses pelapisan/dempul (sanding/woodfiller) terlebih dahulu. Sedangkan kain lap atau busa dapat dibentuk sehingga mampu mencapai sudut dan celah yang sulit dijangkau oleh kuas.
3.2 Mesin Kayu Portable
Mesin Potong Putar (Circular Saw)
Mesin potong dengan pisau putar lingkar berdiameter 16,5cm sd 25,4cm dengan kemampuan potong tebal 5cm. Lebih cocok untuk memotong plywood. Umumnya menggunakan alat bantu seperti dudukan untuk kayu (bench).


Gergaji Listrik (Electric Chain Saw)
Gergaji untuk memotong gelondongan menjadi balok atau papan dalam bentuk yang belum halus sempurna. Lebih mudah dikontrol dan cepat karena bentuknya yang panjang sehinggga jangkauannya lebih luas terutama untuk gelondongan kayu (log).


Mesin Potong Bebas (Jig Saw)
Gergaji belah dengan mata pisau yang bergerak vertikal dengan kecepatan di atas 3000 strokes/menit dengan prinsip kerja menyerupai mesin jahit bedanya alat ini digerakkan dan diarahkan mengikuti garis tanda (marking) yang telah lebih dulu dibuat. Kemampuan jangkau tebal belah berkisar 6 cm untuk jenis kayu lunak, dan 2,5cm untuk jenis kayu keras. Sangat baik untuk membuat bentuk lengkung dan kurvatur pada papan plywood, tersedia pula beragam jenis mata pisau yang dapat disesuaikan dengan material yang akan dipotong seperti acrylic, fibreglass. plastik, dll. Derajat kemiringan mata pisau juga dapat diatur sehingga dapat membuat tepi miring (beveled edge), dll.


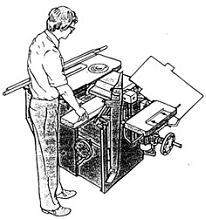
Mesin Serut / Ketam (Planer)

Mesin ketam atau serut sangat membantu dalam proses penghalusan kayu, cost-saving dan time-saving. Dapat pula dengan pilihan mata pisau tertentu membuat groove atau sekonengan, untuk celah kaca jendela, ataupun pintu. Perlu keterampilan khusus karena ketidakstabilan dalam menahan getaran akan menghasilkan gagal serut/tatal yang sangat buruk bagi sebuah kayu. Suara mesinnya merupakan yang paling bising diantara seluruh jenis mesin, dan menghasilkan serpihan sampah kayu/serutan yang sangat banyak.

Mesin Girik (Router)

Mesin untuk membuat pola lubang celah dengan bentuk atau pola tertentu pada kayu seperti sekoneng, bentuk lubang persegi pada tengah kayu, atau pola ukir seperti gambar atau tulisan. Dengan menyertakan model fixture nya sehingga gerakan mata pisau akan mengikuti fixture-nya. Prinsip kerja pisau seperti mata bor vertikal yang berputar kencang dan memakan kayu menjadi serpihan, hanya saja belum dapat membentuk sudut siku persegi, sehingga harus dibantu tahap berikutnya oleh tatah/pahat. Kecepatan pisau lebih dari 27,000 rpm.

Mesin Bor (Drill)
Mesin Bor bekerja dengan putaran mata bor searah jarum jam dengan berbagai ukuran, dan jenis pisau disesuaikan dengan bahan, berbagai jenis kayu, besi, tembok beton, granite, dls. Kecepatan putar mata bor lebih dari 1000 rpm tanpa beban. Perlu kemahiran khusus untuk menghasilkan permukan kayu agar tetap halus, serta kejelian dalam mengatur derajat vertikal bor.


Mesin Hampelas (Sander)
Mesin bekerja dengan prinsip gerak orbital (4000 s/d 5000 orbit per menit), dengan memasang lembaran hampelas pada mesin kemudian menggerakannya ke sekeliling permukaan. Kelalaian posisi, seperti miring, dapat membuat permukaan kayu tergores (scratch) sehingga semakin sulit untuk dikembalikan seperti semula. Sulit menjangku celah atau rongga tertentu pada furnitur, khususnya ukiran. Jenis lainnya adalah hampelas dengan bentuk tabung kecil untuk menjangkau sudut yang sulit dijangkau, namun dalam beberapa hal masih jauh lebih baik menggunakan tangan.



Finishing (Spraying)
Spray Gun, alat kendali untuk menembakkan/menyemprotkan cairan pelapis dan finishing yang terdiri dari tabung berisi cairan finishing (container), alat kendali (spray), selang udara (air-supply hose).
Kompresor, modul elektrik yang berfungsi mengalirkan udara yang telah lebih dahulu disaring dan selanjutnya disemprotkan oleh spraygun dengan dilengkapi pengatur tekanan (Air adjustment valve)



3.3 Mesin Kayu Berat
Pada metode penyusunan atas dasar proses, maka penyusunan mesin dikelompokkan dengan cara :
-
Pekerjaan kayu utuh
Pembelahan, pemotongan, penyerutan, pembentukan, pelubangan, penghalusan permukaan dan penyetelan, dikelompokkan dalam pekerjaan pembuatan komponenn mebel bukan bidang seperti, kaki kursi, rangka dan komponen kursi lainnya.
-
Pekerjaan kayu yang berbentuk bidang atau papan
juga akan melalui tahap pembelahan, pemotongan, pelapisan, dan penghalusan bidang papan, untuk digunakan sebagai daun pintu, sisi lemari, bidang atas meja dls.
Melalui perencanaan penyusunan mesin-mesin dalam bengkel (workshop) dapat dihasilkan proses produksi yang teratur serta optimal, seperti :
-
Teraturnya aliran kerja (line production)
-
Mengurangi perpindahan bahan (material handling)
-
mendapatkan ruang kerja yang leluasa
-
mengurangi ongkos produksi
-
memungkinkan pengawasan produksi yang baik
-
memperbaiki moral para buruh
-
mengurangi ‘congesty point’ (penumpukan bahan , dll)
-
dls


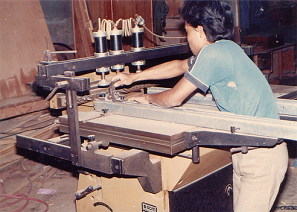
Mesin Potong / Gergaji Lingkar(Cross-cutting Saw dan Edging Saw)
-
Pengoperasian mesin gergaji lingkar umumnya tidak membawa kesulitan namun tetap diperlukan tentang jenis-jenis dan sifat kayu. Bila tidak maka akan banyak kayu terbuang karena kesalahan menguasai cara potong terhadap ragam kayu. Hasil setinggi-tingginya tergantung pada baik atau tidaknya daun gergaji. Beberapa hal berikut ini perlu menjadi perhatian :
– Reaksi iris pada kayu terhadap daun gergaji
– Penghantar panjang pendek
– Menggergaji serong
– Menggergaji sisi






b. Mesin Serut / Ketam (Planning Machine)
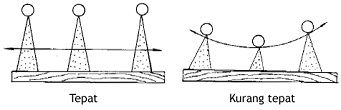
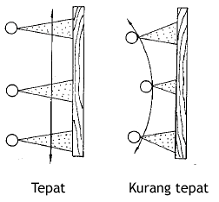
Pertimbangkan benda kerja, arah serat dan tebal benda untuk menentukan proses pengetaman. Sebaiknya mulai dengan sisi yang cekung. Penting pula diketahui keadaan mesin, kecepatan putar pisau. Mesin yang sudah tua dengan bantalan peluru sudah longgar dan goyang atau daun meja yang miring dapat menghasilkan ketaman yang buruk. Kecepatan putar minimal 4.500p/menit.
Beberapa hal berikut ini perlu menjadi perhatian :
– Meratakan dan menyambung
– Alat luncur untuk ketam benda kerja



c. Mesin Bor / Pelubang (Drilling Press)
Mesin pelubang dengan dudukkan dapat lebih memastikan kepresisian lubang karena faktor stabilitas tegak lurusnya.


-
Mesin Purus dan pelubang (Tenoning & Mortising Machine)
Mesin yang berfungsi menghasilkan salah satu jenis sambungan purus. Metode kerja seperti metode Mesin Router


-
Mesin Girik /Frais (Vertical Spindle Moulder dan Router Machine)
Alat dengan banyak kemungkinan membentuk kayu, seperti profilan serta menghasilkan kaki atau lengan kursi yang melengkung. komposisi mesin terdiri dari Lengan Kemudi, Batang Peluncur Tekanan, Sepatu Penekan Vertikal, Garpu Pengeras, dll kesemuanya memungkinkan pembuatan kayu dengan profilan dan alur yang streamline.
-
-
Membuat takikan
-
Menggirik benda kerja lengkung
-
Membuat alur hias atau alur vinir


-
Mesin Hampelas (Sanding Machine)
Mesin hampelas dengan model cakram (disk sander) biasanya digunakan untuk bagian tepi (edges), ujung (ends), chamfers, bevels dan tapers. Tetapi kurang efektif untuk permukaan kayu yang luas. Model lainnya adalah model hampelas sabuk yang juga berputar (Belt Sander).


-
Mesin Bubud (Spindler Machine)
Mesin untuk menghasilkan profil 3 dimensi (keliling) dengan sistem menempatkan kayu dalam putaran dan mata kayu digerakkan sepanjang putaran untuk mendapatkan lengkung dan cekukkan yang diharapkan.


-
Mesin Router (Router Machine)
Merupakan mesin yang menghaisilkan bentuk dengan rupa kedalaman, profil, serta dapat mencetak figur-figur atau ornamen.



-
Mesin Profil (Moulding Machine)
Mesin profil dapt digunakan untuk menghasilkan cornice, plinth serta edging mengikuti mall yang telah dibuat terlebih dahulu, dan prinsip kerja mesin menyerupai mesin router.



-
Mesin Penekuk (Bending Machine)
Penekukan kayu merupakan suatu proses melunakkan kayu secara temporer dengan menggunakan aliran udara panas maupun aliran air kemudian kayu dapat dibentuk menjadi kurvatur, streamline melalui proses penekanan (high pressure) dengan konsol hidrolic pada mall cetaknya dan kemudian dikeringkan untuk mendapatkan penekukan yang permanen karena sifat fisik partikel kayu yang telah diubah.



-
Mesin Serbaguna (Universal Machine)
Sebuah mesin yang mampu menampung berbagai macam fungsi kerja seperti :
membelah (ripping), memotong (cutting), mengetam (planner), serut kasar (thicknesser), membor (drill press), dan membuat sambungan purus (mortise).

4. PROSES SAMBUNG DAN TEKUK KAYU
4.1 Proses Pekerjaan Sambungan
Teknik sambungan kayu telah berevolusi sejak berabad-abad yang lalu berkembang sesuai kebutuhan, dan kreasi baru. Bahkan variasinya juga berkembang menjadi trend estetika. Pada dasarnya semua teknik sambungan kayu dimaksudkan untuk menjaga stabilitas serta mengencangkan hubungan satu bagian kayu dengan bagian yang lainnya (Self-supporting) hingga tercapai keteguhan dan rigiditas. Pertimbangan terhadap beragam teknik sambungan kayu bermuara pada 2 hal utama yakni :
-
Perubahan fisik yang disebabkan oleh sifat-sifat alamiah kayu, seperti pergeseran, pergerakkan, penciutan, pemuaian.
-
Menahan, Mengunci antar bagian kayu baik dalam posisi sejajar / berlawanan/bersimpangan agar mampu menahan tekanan, gaya tarik, dorong, tekan (suspension and tension moment), tumbukkan, gesekan, beban kejut (sudden-impact).
Teknik sambungan kayu di belahan dunia lain tidak berbeda dengan yang teknik yang kita miliki saat ini, dilihat dari teknik sambungan kayu populer. Perbedaannya lebih jelas terlihat pada kerapihan dan ketelitiannya, karena semua proses pekerjaan didukung dengan baik dengan peralatan-peralatan khusus yang umumnya tidak digunakan oleh para perajin atau tukang kayu di Indonesia.


Dari seluruh teknik sambungan kayu yang kita kenal, dapat ditandai mulai dari kesederhanaannya hingga kerumitannya dan juga kekuatan dan kelemahannya. Seorang desainer penting mengetahui kelebihan dan kekurangan tersebut, untuk dapat menentukan jenis sambungan yang tepat ditinjau dari fungsi, harga, serta estetikanya. Beberapa metode sambungan yang umum kita kenali dalam produk furnitur adalah sbb:
-
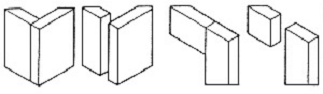
Sambungan Ekor (Butt joints)
Jenis sambungan ini digunakan untuk menyatukan dua atau lebih potongan kayu pada bagian ujung secara sederhana
-
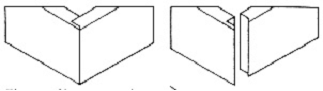
sambungan sudut

-
-
sambungan adumanis




-
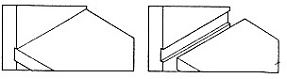
Sambungan Lapis (Lap and Halving Joints)
jenis sambungan dengan terlebih dahulu membuat celah (rebate) atau seperti sekonengan baik disalah satu sisi atau kedua potongan kayu tersebut.
-
sambungan lapis sederhana


-
sambungan lapis adumanis
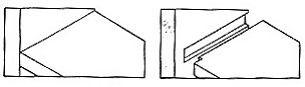
-

-
sambungan lapis silang


-
sambungan lapis sudut


-
 sambungan lapis T
sambungan lapis T

-
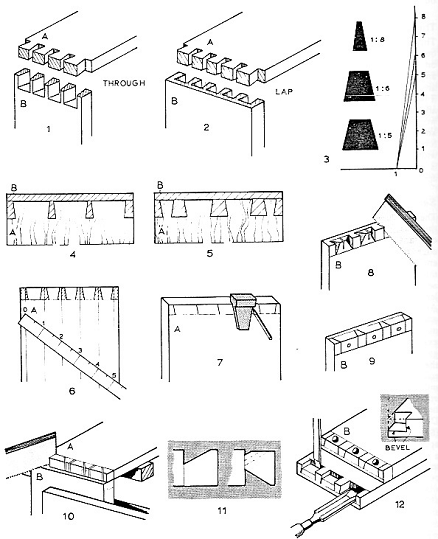
sambungan lapis ekor burung

-
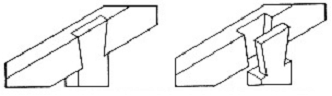
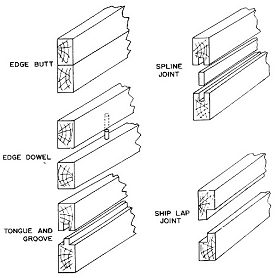
Sambungan tepi / pinggir (Edge to edge joints)
jenis sambungan pinggir merupakan sambungan yang biasa digunakan untuk membuat bidang, dan tidak untuk menahan beban kecuali dengan lapisan dasar dibawahnya.
-
sambungan tepi

-

-
sambungan lidah


-
sambungan lidah lepas







-
Sambungan alur (Housings / dado joints)
Jenis sambungan dengan model slot / alur
-
sambungan menerus
-

-
sambungan ekor burung


-
sambungan tidak menerus

-
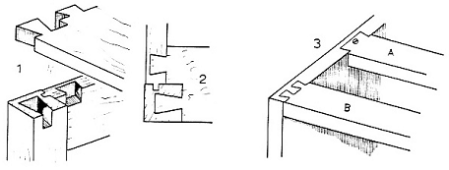
Sambungan Purus (Mortise & tenon joints)
Jenis sambungan dengan prinsip (laki-perempuan) dengan batang julur dan lubangnya.
-
sambungan purus menerus
-
sambungan purus ganda
-
sambungan purus kembar
-
sambungan pin
-
sambungan tidak menerus
-
sambungan purus dengan pasak
-




-
Sambungan jari lurus / biskuit (Bridle joints)


-
Sambungan pasak (Dowel joints)


-
Sambungan ekor burung
-
sambungan ekor burung menerus
-
sambungan ekor burung dekoratif
-
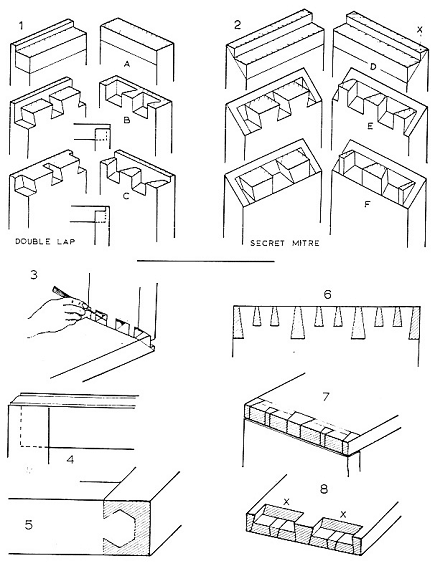
sambungan ekor burung adumanis
-
sambungan ekor burung lapis





-
-
Sambungan papan lapis


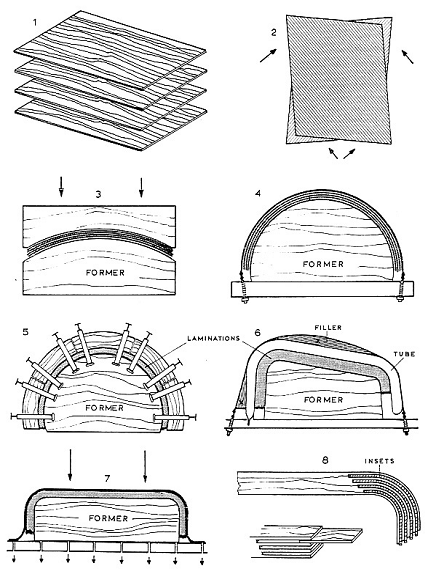
4.2. Teknik Penekukan Kayu (Woodbending)
Hingga kini teknik penekukan kayu tetap merupakan teknik yang eksklusif, walau di negeri skandinavia teknik tersebut sudah menjadi hal yang umum karena sejarah teknik perkayuannya yang sudah amat tua. Peralatan bending masih merupakan barang mahal bagi workshop atau bengkel mebel di Indonesia. Untuk tetap mencapai teknik penekukan kayu maka diperlukan cara khusus yang hanya dapat diterapkan pada jeins papan lapis. sedangkan untuk kayu solid lebih sering diupayakan dengan cara membentuk tekukan dengan membuang daging kayu sampai terbentuk tekukan yang diinginkan.
Teknik penekukan kayu merupakan satu upaya merubah sifat alamiah kayu dengan berbagai macam cara, pemanasan sehingga dapat mengatur partikel pembentuk kekencangan kayu, atau dengan cara membuat celah (groove) secara melebar di sepanjang bidang melintang dari arah tekuk papan (kerfing)
-
Garis celah tekuk (Kerfing)
Caranya dengan membuat garis celah menggunakan gerjaji khusus (backsaw) dengan jarak antar celah (groove) yang teratur dan tergantung kurva tekukan. Dengan posisi celah berada searah dengan tekukan atau berada di bagian dalam.






-
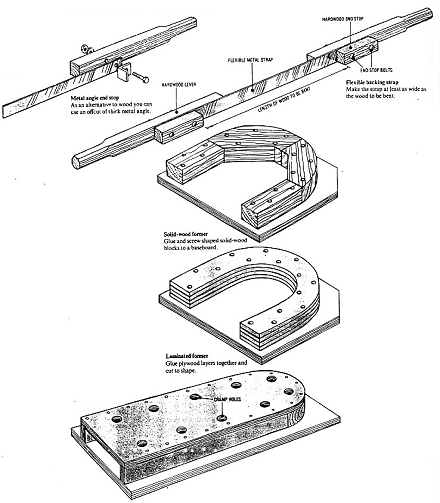
Steam bending
Suatu proses pemanasan terhadap kayu dengan menggunakan alat pemanas khusus berfungsi melunakkan serat kayu hingga mudah ditekuk. Proses penekukkan biasanya menggunakan strap atau alat bantu tekuk dan mal pembentuknya (fixture)



-
Tekuk lapis
Penekukan dengan beberapa tahapan laminasi, yakni merekatkan lembar perlembar papan dengan mengandalkan kekuatan lem sebagai pengikat keteguhan tekuk (dry-bent). Alat bantu lainnya adalah cetakan/mal (Male-female former).











5. APLIKASI PEREKAT, PENGENCANG (Fastening), AKSESORIS (Fitting)
Setelah memahami tentang proses produksi, material, peralatan dan mesin, serta proses pekerjaan sambungan, maka aplikasi pendukung produksi furnitur seperti perekat, pengencang dan aksesoris perlu pula diketahui manfaat maupun proses pengerjaannya. Perekat, pengencang dan aksesoris saat ini telah mengalami perkembangan yang luar biasa.
5.1 Perekat
Sejak berabad lalu lem (glue) telah digunakan sebagai perekat sambungan kayu bahkan sebelum lahirnya perkuatan-perkuatan mekanis/sambungan kayu (wood-joinery). Jenis-jenis lem/perekat dewasa ini sudah jauh berkembang dan memiliki kelebihan diantaranya, tahan terhadap panas, kelembaban (moisture), dan kemampuan rekat yang optimal melebihi kuat serat kayu sendiri.
Beberapa jenis perekat yang bisa kita kenali adalah sbb :
-
Lem Hewan (Animal Glues)
Diproduksi melalui kulit hewan dan tulang yang menghasilkan katalis protein sebagi perekat berkualitas dan tidak beracun (non-toxic). Digunakan oleh para pekerja kayu tradisional, namun di beberapa tempat di negara asing, masih digunakan untuk perkerjaan vinir bermotif (hand-laid veneer).
-
Glue Gun / Hot Melt Glue
Berbentuk stik silindris serupa dengan sealant, pengolesan menggunakan alat ellectrical gun yang mengalirkan panas sehingga melumerkan lem stik. Biasa digunakan untuk membuat mock-up atau prototype karena mengering dengan cepat dan praktis. Serta digunakan pula untuk aplikasi industri perekatan vinir terhadap alasnya (groundwork).


-
Lem PVA (Polyinyl Acetate)
-
Jenis pertama lazim disebut dengan lem putih emulsi pekat (contoh : lem Fox) jenis perekat yang populer dan termurah dapat dicampur dengan air sehingga dapat diatur seberapa cair untuk memudahkan evaporasi kayu terhadap cairan perekat tersebut. Kekurangan lem jenis ini tidak tahan terhadap air (bila menyerap air maka sambungan akan merenggang).
-
Jenis kedua adalah lem kuning (Contoh : Aibon) cair-kental dan tahan terhadap kelembaban, panas, serta air. Biasanya digunakan untuk lem kayu lapis, dan kayu lunak atau kayu yang memiliki pori serat besar, serta merekatkan plastic laminate seperti HPL.
-
Lem Urea-formaldehyde
Jenis lem sangat tahan terhadap air, tersedia dalam bentuk bubuk dan dicampur dengan air. Dapat pula digunakan untuk katalis hardener.
-
Lem Resorcinol-resin
Lem yang paling unggul terhadap ketahanan air, dan cuaca merupakan campuran dari dua bagian resin dan hardener. biasanya dipisah menjadi tiga campuran dalam bentuk cair, resin, hardener, dan lem. Merekat dengan sempurna dengan pengaturan suhu diatas 15oC. Lazimnya digunakan pada produk-produk industri.




-
Pengencang (Paku, Sekrup dan Dowel)
Paku, Sekrup dan Dowel merupakan satu mekanisme pengencangan sambungan kayu yang sangat baik, selain kuat pemasangannyapun relatif mudah. Pada perkembangannya dua jenis pengencang Sekrup dan Dowel semakin dimodifikasi menjadi jauh lebih baik dari segi, kekuatan, mekanisme, mutu bahan (tahan karat), dan estetikanya.
-
Paku umumnya berkembang pada konstruksi arsitektur dan interior, namun pada pekerjaan kayu, paku digunakan unyuk beberapa hal seperti pembuatan mock-up, juga untuk mengencangkan upholster dengan kayu. Paku merupakan pengencang yang sangat tradisional, paku yang dikendalikan atas tumpuan ketuk sangat sulit dijamin kelurusannya sehingga menjadi hal yang kurang menguntungkan dalam proses produksi furnitur. Beberapa jenis paku yang sering ditemui dalam furnitur adalah sbb :
-
Paku besi, untuk menggabungkan kayu dgn plat metal tipis
-
Paku kursi, dipakai untuk memasang bantalan / pengempuk pada kursi
-
Paku semat, dipakai untuk menyemat kain pada mebel kayu
-
Paku panel, untuk menggabungkan papan
-
Paku Chevron , sebagai penyambung sudut dari kerangka mebel
-
Paku cacing / gelombang (corrugated fastener), untuk sambungan kayu
-
Paku plat (timber connector), plat untuk menggabungkan kayu

-

-
Sekrup merupakan pengencang sambungan kayu dengan mekanisme ulir berpilinnya (60 persen panjang sekrup adalah ulir) yang ‘menggigit’ kayu. tidak banyak perkembangan dari sisi ulir, perkembangannya dapat dilihat pada ukuran, tipe kepala, lapisan pelindung karat.
Yang perlu diperhatikan dalam proses penyekrupan adalah :
-
Panjang sekrup dan ketebalan bahan
-
Jenis kayu atau bahan
-
Kelurusan proses penyekrupan/kemiringan dapat menggunakan alat bantu pocket-hole screwed joint.
-
mengatur kedalaman sekrup terhadap permukaan kayu.





-
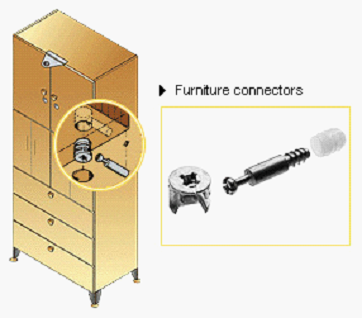
Dowel merupakan bentuk modern dari prinsip mekanis sebuah pasak dalam furnitur, tersusun atas dua bagian yakni pin dan rumahnya. Dowel seringkali digunakan untuk furnitur jenis loose /knock down furniture, Dowel umum dipasang pada furnitur-furnitur fabrikasi karena praktis, dapat di lepas-pasang sehingga memudahkan pengiriman barang.



-
Aksesoris (Fittings)
A. Engsel
Penggunaan engsel dalam pembuatan storage, cabinet dan produk sejenis sudah merupakan hal biasa, yang perlu diperhatikan adalah pemilihan tipe atau jenis engsel tersebut. Saat ini beragam tipe engsel yang terdapat di pasaran bukan sekedar variasi bentuk, namun juga variasi mekanisme bukaan (doors opening) yang berpengaruh terhadap tampilan kenyamanan menggunakan furnitur tersebut dan menandai citra desain modern. Karena tidak saja menyembunyikan engsel sedemikan rupa sehingga desain tampak bersih (clean) dan mudah dibuka-tutup.
Proses pemasangan engsel membutuhkan proses pembuatan lubang tanam dengan pahat. Beberapa jenis engsel diperlukan lubang tanam yang cukup dalam untuk menyimpan rumah engsel, sehingga diperlukan kemampuan khusus dalam hal menggunakan pahat. Berbeda dengan proses fabrikasi dimana pembuatan celah umumnya menggunakan router machine, sehingga baik ukuran luar dan kedalaman dapat dikerjakan dalam waktu singkat dan rapih. Beberapa tipe engsel yakni :
-
Engsel Kupu-kupu (Butt hinge), engsel tradisional yang masih umum digunakan hingga kini untuk lemari pakaian (wardrobes), dll
-
Engsel Lepas (Lift-off hinge), biasa digunakan untuk cermin lipat, diman sebagai modifikasi desain cermin lipat bisa dilepas.
-
Engsel Flush (Flush hinge), engsel dalam engsel
-
Engsel Sendok (Concealed hinge), engsel paling populer karena mekanismenya bekerja dengan baik
-
Engsel batang (Cranked hinge), engsel kabinet yang dapat terbuka 180O
-
Engsel tidur
(Flush fitting flap hinge), engsel untuk membuka kebawah








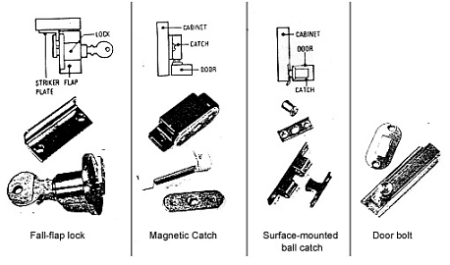
B. Kunci, Handle, Height-adjuster, Glider, Roda (Castor), Drawer
Beberapa atribut furnitur seperti kunci, stopper, height adjuster, glider dan roda merupakan atribut pelengkap dalam produksi furnitur. Proses pemasangannya dapat dilakukan sebelum finishing atau setelah finishing, biasanya atribut yang sifatnya fittings/lepas-pasang dapat dipasang kemudian setelah finishing. Jikalau dalam kondisi tertentu harus tetap terpasang ketika finishing maka perlu kecermatan dalam membuat lapisan pembungkus untuk atribut pelengkap tersebut.
-
Kunci, proses pemasangan biasanya dibantu dengan alat manual seperti pahat dan bor, namun untuk proses fabrikasi menggunakan router machine. beberapa tipe kunci yakni :
-
Sliding door lock,
-
Door,
-
bolt,
-
Magnetic catch (jepit udang), dll
-



-
Handle, saat ini handle dengan model minimalis sangat banyak ditemui dipasaran, bisanya jenis seperti ini menuntut ketelitian pula dalam proses mengebor kayu agar citra bersih dan minimalis tetap terjaga. Namun banyak pula tersedia dalam bentuk yang tradisional atau antik-kuno seperti figur floral / animal decoration dls.
 Beberapa tipe handle yakni : Drop handle, Ring pull, Drawer knob, flush handle, dls.
Beberapa tipe handle yakni : Drop handle, Ring pull, Drawer knob, flush handle, dls.

-
Drawers atau laci sesuai konsep mekanisnya tarik-geser maka drawer menunjang sebagai rail-track system untuk membantu agar prinsip tarik –geser pada laci menjadi baik. Namun proses pembuatan drawer seringkali sulit dilakukan dengan cara manual karena untuk menjaga kepresisian drawer kiri dan kanan agar bergerak atau bergeser secara seimbang maka seringkali celah yang telah dibuat harus diubah-ubah menggunakan pahat, serta untuk mengatur ketinggian yang sejajar perlu pula mengatur keseragaman tinggi rendah sekrup, dan hal ini sering meninggalkan bekas bor yang kurang baik.
-




-
Height Adjuster (Glider, pedestal), komponen kaki untuk furnitur yang dapat diatur ketinggiannya. Dipasangkan pada alas bawah furnitur dan dapat diatur tinggi rendahnya dengan memutar baud.




6. RESTORASI, PERBAIKAN DAN FINISHING
6.1 Restorasi Furnitur Kayu
Restorasi furnitur merupakan proses perawatan atau pelestarian terhadap mebel atau furnitur untuk menghilangkan dan mengganti bagian-bagian yang telah cacat dengan mempertimbangkan aspek orisinalitasnya serta perawatan, seperti membuang sisa-sisa bekas perekat, dls.
Perawatan terhadap furnitur yang rusak karena usia maupun penggunaan, menuntut pengetahuan khusus untuk mendapatkan hasil yang baik. Pengetahuan khusus tersebut berupa pemahaman tentang periodisasi, teknik ukir, bahan dan teknik finishing tradisional, serta penguasaan sifat kimiawi dan fisika kayu. Keputusan-keputusan ekstrim juga perlu diambil seperti membongkar konstruksi, atau bahkan memotong bagian yang telah dimakan rayap (worm-eaten) atau ulat kayu dan mengganti dengan kayu baru yang sesuai.
6.2 Finishing Kayu
Perbedaan finished dan unfinished kayu adalah kemampuannya dalam melindungi permukaan kayu terhadap kelembaban, maupun sinar matahari (UV-light) yang dapat menyebabkan perubahan warna karena efek photodegradasi, pembusukkan kayu dan faktor-faktor perusak lainnya.
Finishing interior dan eksterior untuk furnitur terletak pada daya tahan terhadap cuaca dan kelembaban, dimana eksterior membutuhkan proteksi terhadap kelembaban. sedangkan interior menekankan kerapihan serta keindahan penampilan sehingga daya tahannya lebih lama dibanding produk finishing eksterior.
A. Tujuan Finishing Kayu
Aplikasi finishing untuk berbagai macam produk interior maupun furnitur diterapkan dengan beberapa alasan sbb :
1. Memperindah penampilan (Enhancement of appearance)
2. Melestarikan penampilan (Preservation of the appearance)
3. Melindungi kayu dan penampilannya (Protection and appearance)
4. Memudahkan perawatan (Provide an easy to clean surface)
Penampilan akhir dari wood finishing dapat dibedakan dari :
-
Warna
Jenis dan warna pada finishing dapat dicapai dengan teknik pengecatan atau pewarnaan kayu sbb:
natural, transparan, semi transparan, Solid/Duco, Simpang rupa (Special effect).
-
Bentuk geometris (Geometrical shape)
Penampilan finishing kayu juga dapat dilihat atas pilihan rupa dasar, yakni dengan finishing pori-pori tertutup (close pore) dan pori terbuka (Open pore)
-
Tingkat kilap (sheen grade)
Tingkat kilap seperti gloss, semi gloss, dan dof dapat diatur dengan menentukan pilihan berdasarkan estetika dan keperluannya.
B. Kualitas Finishing Kayu
Menilai finishing kayu dilakukan dengan memperhatikan faktor-faktor berikut :
1. Beauty of the finish
2. Durability of the finish
3. Stability of the finish
Tipe Cat Finishing
a. Shellac
Shellac merupakan campuran finishing paling tua dan masih digunakan hingga kini. bahan dasar pewarna diperoleh dari serangga sejenis kutu yang umum terdapat di India dan Siam. Terdiri dari dua dua pilihan warna natural color
(orange shellac) dan bleeched color (white shellac). Jenis natural digunakan pada kayu berwarna gelap, sedangkan bleeched untuk kayu yang cenderung putih / terang.
b. Pernis (Varnish)
pernis adalah materi berupa resin yang dicampur dengan terpentin. Awal mula resin diperoleh dari fossil tapi hingga kini sudah digantikan dengan resin sintetis. Proses pengeringan memakan waktu hingga 24-48 jam, oleh sebab itu sering ditambahkan aplikasi pengering (drying agents) untuk mempercepat pengeringan.
c. Lacquer
Lacquer sangat populer dalam sistem finishing kayu, Mengering hanya dalam 30-60 menit sehingga mengurangi kemungkinan debu menempel pada permukaan dalma waktu yang demikian pendek. Selain itu tahan terhadap air, alcohol, dan stain. Bahan dasar lacquer adalah Nitrocellulose. efek akhirnya menghasilkan permukaan film yang sangat keras.
Bagan Tipe Cat Finishing
|
JENIS |
SIFAT |
PENGGUNAAN |
|
Cat NC / Lacquer (Nitro Cellulose) |
|
Mebel & interior yang membutuhkan refinishing praktis seperti hotel. |
|
Cat Melamic |
(cat harus dicampur dengan hardener)
|
Mebel & interior umumnya |
|
Cat Acrylic |
|
Mebel & interior dengan sistem finishing natural atau semi transparan color |
|
Cat Polyurethane |
(cat harus dicampur dengan hardener)
|
Mebel berkualitas tinggi & interior rumah mewah Juga untuk mainan anak-anak / kerajinan tangan berkualitas tinggi |

Sistem Finishing Kayu
Langkah atau tahapan dalam proses finishing kayu secara ilmiah disebut sebagai ‘finish system/cycle/formula’. Sistematika Finishing Kayu (Wood Finishing System) umumnya dipraktekkan dengan beragam sistematika. Pengecatan finishing kayu secara dasar terdiri atas beberapa aplikasi dengan fungsinya masing-masing yang dibedakan atas :
-
Wood Filler, yaitu bahan aplikasi pengisian pori dan celah kayu
-
Wood Stain, yaitu bahan aplikasi pewarnaan terhadap kayu
-
Cat Dasar, yaitu bahan aplikasi pelindung pewarnaan kayu
-
Cat Akhir, yaitu bahan aplikasi pelindung akhir dan tingkat kilap (sheen grade)
Mempersiapkan Permukaan
Persiapan permukaan dapat dibedakan atas :
-
jenis furnitur atau kayu yang telah mendapatkan aplikasi (treatment) finishing sebelumnya
-
jenis furnitur atau kayu sama sekali baru
Untuk furnitur atau kayu yang telah mengalami proses finishing maka perlu dilakukan, pengelupasan serta bleaching untuk membersihkan/mengatur warna kayu, namun untuk furnitur atau kayu baru prosesnya dapat dengan langsung mengisi pori atau urat kayu (wood filling)
A. Pengelupasan (Stripping)
Proses pengelupasan dilakukan pada kayu atau furnitur lama, yang telah di finishing, metode yang dilakukan adalah
1. Mechanical stripping :
– metode pengelupasan/pengelentekkan dengan alat kape atau pisau besi dengan terlebih dahulu mengalirkan udara panas pada kayu tersebut.
– Metode pengelupasan dengan material abrasif seperti kertas amplas (sand paper)
2. Chemical stripping :
– Campuran kimiawi untuk mengangkat dan membuang lapisan finishing (paint strippers/finish removers) yakni Jenis campuran kimiawi aktif berupa Methylene Chloride atauu N-Methyl-2-Pyrolidone (NMP). Dengan menggunakan bantuan sikat maka kerekatan lapisan finishing dengan kayu dapat terlepas. Bila lapisan finishing berlapis-lapis maka proses pengelupasan tersebut dapat dilakukan berulang-ulang.
B. Pemutihan (Bleaching)
Teknik bleaching merupakan proses membuang bekas finishing yang tingkat kerekatan sangat kuat sehingga meninggalkan residu sekalipun sehabis diamplas. proses ini disebut dengan proses pemutihan kayu menggunakan bleaching asam oxalic atau jenis lain seperti hydrogen peroxide.
C. Perataan (Patching)
Mempersiapkan permukaan kayu menjadi hal penting untuk mendapatkan hasil finishing yang optimal. Beberapa hal yang perlu dipersiapkan untuk kayu baru (belum ada treatment finishing adalah dengan membersihkan dan menambal cacat (defect) permukaan kayu seperti retak (cracks), lubang (holes), dan mata kayu (dead knots).
Proses perataan adalah proses pengisian pori, celah dan lubang pada permukaan kayu dengan menggunakan wood filler. Umumnya wood filler mengandung resin yang dapat menyelinap masuk kedalam lubang kayu dan kemudian berefek kering seperti donat (donut effect), penting pula mempertimbangkan bahan wood filler yang ramah lingkungan dengan bahan campuran air (wood filler water-based).
Tahapan penambalan pori/serat &pengamplasan merupakan satu paket kerja.
a. Menambal lubang kayu (Wood Filling)
Fungsi utama wood filler adalah mengisi pori-pori kayu untuk memperoleh penampilan finishing dengan tipe close pore. Pengisian pori-pori kayu merupakan tahap paling awal dari rangkaian sistem finishing. Sifat-sifat yang dimiliki oleh wood filler yang baik adalah cepat kering, mudah diamplas dan menyerap stain tanpa menimbulkan belang-belang.
Beberapa ragam wood filler yakni :
-
Stopper, sejenis dempul kayu yang dapat dicairkan dengan air (water-based) atau pelumas seperti thinner (oil-based), penyesuaian warna dapat dilakukan dengan menambahkan pewarna kayu (woodstain) dengan alat bantu seperti palet (chisel) atau pisau khusus untuk memolesnya.
-
Cellulose Filler, Jenis dempul kayu berupa serbuk dengan campuran pasta pengencang dan air.
-
Shellac Sticks, Jenis dempul untuk menambal lubang seperti mata kayu dan retak. Wujudnya berupa stik shellac yang dikeraskan sehingga perlu menggunakan solder atau glue-gun untuk mencairkannya
-
Wax Sticks, Jenis dempul atau pengisi celah kayu yang berukuran tipis (hairline) khusus untuk finishing wax-polished yang penggunaannya menggunakan campuran resin pigmen pewarna




b. Mengamplas permukaan kayu (Sanding)
Pengamplasan dimaksudkan untu mengangkat woodfiler yang tersisa pada permukaan kayu selain yang masuk dalam pori-pori kayu. Untuk membuang sisa-sisa woodfiller maka diperlukan amplas halus yang tidak akan banyak mengambil permukaan kayu, seperti kertas amplas halus no. 240/180.
Berbagai macam material yang digunakn untu kmenghasilkan kertas amplas seperti Silicon carbide, zirconia, ceramic, dan untuk backing kayer digunakan kain, paper




E. Pewarnaan (Staining)
Fungsi utama Wood Stain adalah mewarnai kayu sesuai dengan warna natural kayunya, ataupun pilihan berbagai macam warna khusus (fancy sealer) yang tidak natural. Ciri yang baik dari Wood stain adalah tidak menutupi serat-serat kayu tetapi justeru memperjelas dan memperindah serat-serat kayu. Sifat-sifat yang dimiliki oleh wood stain yang baik adalah cepat kering, penetrasi kedalam kayu baik sehingga serat-serat kayu yang telah diwarnai tampil dengan cerah dan hasil warna tidak mudah pudar, kecuali bila langsung terkena sinar matahari.
Aplikasinya dapat menggunakan kuas/spray gun kemudian diratakan dengan kain bal/kain katun sebelum mengering. Perlu diperhatikan pula bahwa stain tidak memerlukan pengamplasan seperti pada proses aplikasi lainnya. Modifikasi berupa pencampuran beberapa warna juga sering digunakan. Pembuatan efek-efek seperti retak seribu, motif marmer, granit, dls merupakan proses modifikasi kreatif wood staining dengan teknik khusus keterampilan penyemprotan cairan thinner.
Pada dasarnya, semua jenis wood stain merupakan variasi dan kombinasi dari kedua tipe stain berikut ini :
1. Dye stains
Jenis Dye Stains hanya menyerap pada serat kayu namun tidak masuk hingga ke pori-pori, tersedia dua tipe :
– Jenis aniline sensitif terhadap sinar matahari hingga cahaya buatan
– NGR (Non Grain Raising) dengan alcohol atau acetone base yang optimal menghasilkan kebeningan dan tahan terhadap Ultra Violet (UV resistance)
2. Pigment stains
Pigmented stains menghasilkan kekuatan warna yang mantap menerap hingga ke serat dan pori kayu sehingga banyak direkomendasikan bagi finishing arsitektural. Saat ini tersedia dalam bentuk cair maupun gel.


F. Pengisian Urat kayu (Grain filling)
Pengisian urat kayu yang optimal menggunakan Grain Filler akan menghasilkan efek permukaan cermin ang sangat baik. Namun sangat jarang digunakan sekalipun oleh ahli finishing pofesional disebabkan tidak populernya produk ini dan sulit dalam penggunaannya. Pengisian urat kayu sangat disarankan untuk berapa jenis kayu misalnya, mahoni, oak dan walnut. Proses pengisian urat kayu (grain filling) dilakukan setelah pewarnaan kayu (staining). Grain filler juga mengandung cukup banyak resin dan kadar minyak yang mebutuhkan kecermatan yang hati-hati.
G. Melindungi warna kayu (Base Coating)
Cat dasar atau sering disebut Sanding Sealer merupakan satu tahapan aplikasi untuk melindung lapisan pewarnaan kayu oleh stain, bahkan sering pula proses ini dilakukan 2 atau 3 tahap lapisan dengan terlebih dahulu melakukan amplas mengambang permukaan yang telah di-sanding sebelumnya dengan kertas amplas terhalus. Hal ini dimaksudkan untuk memberikan lapisan yang tebal dan permukaan yang rata serta licin.
H. Melindungi dan mengkilaukan seluruh proses finishing (Top Coating)
Cat akhir atau top coating merupakan sentuhan terakhir dari tahapan finishing. selain untuk memberikan efek kilau juga sebagai pelindung akhir dari seluruh proses aplikasi finishing.

Teknik semprot (Spraying)
-
Mempersiapkan kompresor, dibutuhkan bebera menit untuk menstabilkan tekanan angin, sehingga tidak ada letupan-letupan mendadak yang membuat cacat pada finishing.
-
Mempersiapkan campuran aplikasi finishing dengan takaran atau komposisi yang sesuai dan menjaga konsistensi campuran dalam tabung (cup) yang benar-benar terbebas dari partikel apapun. Kini tersedia filter untuk menyaring udara yang keluar dari kompresor menjamin kebersihan aliran udara.
-
Atur tekanan angin agar tidak terjadi over-spray.
-
Selalu mempersiapkan papan untuk menguji kepekatan campuran dan juga tekanan angin.
-
Selesai melakukan finishing, cup dan gun harus benar-benar dalam kondisi bersih, terbebas dari sisa cairan finishing yang tertinggal dan lama kelamaan menjadi residu.









Keamanan dalam proses finishing
Hal-hal yang perlu dijaga dalam proses Finishing adalah :
-
Umumnya bahan-bahan finishing mudah terbakar (flammable), sehingga tempatkan bahan-bahan tersebut pada posisi yang jauh dari panas dan api seperti rokok, lampu, dls.
-
Bahan-bahan finishing merupakan bahan kimia yang sangat beracun sehingga hindari menghisap secara berlebihan dan terus menerus
-
Tersedia cream pelapis kulit tangan skin cleanser khusus untuk membersihkan sisa cairan finishing yang melekat pada kulit, tidak dianjurkan menggunakan cairan thinner untuk membersihkannya.
6.3. Isu Kontemporer
Finishing ramah lingkungan
Isu tentang produk ramah lingkungan (green ethics) merupakan isu global berefek sangat luas terhadap perkembangan produk-produk industri. Negara maju sudah mulai terbiasa dengan penggunaan aplikasi finishing dengan bahan dasar air (water-based finishing). Selain diatur dalam undang-undang, budaya serta perilaku konsumen yang kritis turut menjadi pertimbangan dasar berubahnya era aplikasi finishing berbahan dasar minyak (oil-based)
Proses finishing sekecil apapun akan menghasilkan Volatile organic compounds (VOCs) yang merupakan himpunan material organis dalam mengering, kemudian menguap dan dikategorikan sebagai polusi udara. Pada negara-negara maju, penggunaan formulasi jenis ini telah dilarang keras dengan keluarnya peraturan tentang polusi udara melalui EPA (Environmental Protection Agency)/Deutch Industrie Norms (DIN).
Special purposed Finishing
Fire-Retardant Coatings
Jenis lain dari aplikasi finishing untuk keperluan khusus tipe finishing tahan api (fire-retardant coating). Jenis ini biasanya memiliki kadar rendah lapisan film dan dilapisi oleh lapisan yang tahan terhadap reaksi pyrolysis. Aplikasi finishing tahan api biasanya digunakan untuk produk-produk interior yang perlu menghambat kebakaran, seperti pada interior atau perpustakaan, bank, dls.
DAFTAR PUSTAKA
Bengkel Mebel dan Permasalahannya
Prabu Wardono
Skripsi Sarjana, Jurusan Seni Rupa ITB, 1984.
Collins Complete Wood Worker’s Manual
Albert Jackson & David day
William Colins and Son, London, 1989.
Finishes for Exterior Wood
Williams, R.S.; Knaebe, M.T.; Feist, W.C.
Madison, WI: Forest Products Society. From Forest Products Laboratory.
Wood handbook—Wood as an engineering material. Gen. Tech. Rep. FPL–GTR–113. Madison, WI:
U.S. Department of Agriculture, Forest Service, Forest Products Laboratory, 1996.
Getting Started in Woodworking, Skill-building projects that teach the basics
Aimé Ontario Fraser
The Taunton Press, 2003.
Manajemen Produksi
Assauri Sofyan
Jakarta, LPFE UI, 1978.
Pemanfaaatan Kayu Karet di dalam Industri Mebel di Indonesia
Mamat Hudiaman,
Skripsi Sarjana, Departemen Seni Rupa, FTSP – ITB, 1980
The Technique of Furniture Making (4th Edition)
Ernest Joyce
BT Batsford Ltd., London, 1987.
Woods and Wood Working for Industrial Arts (2nd Edition)
Delmar W. Olson
Prentice-Hall International, Inc., Englewood Cliffs, 1965.
Wood Technology
G. E. Baker & L. Dayle Yeager
Howard W. Sams & Co. Inc., Indianapolis, 1974.
Division of Agricultural Sciences and Natural Resources • Oklahoma State University
Oklahoma Cooperative Extension Fact Sheets
[On-line Available]
